English
English 中文简体
中文简体


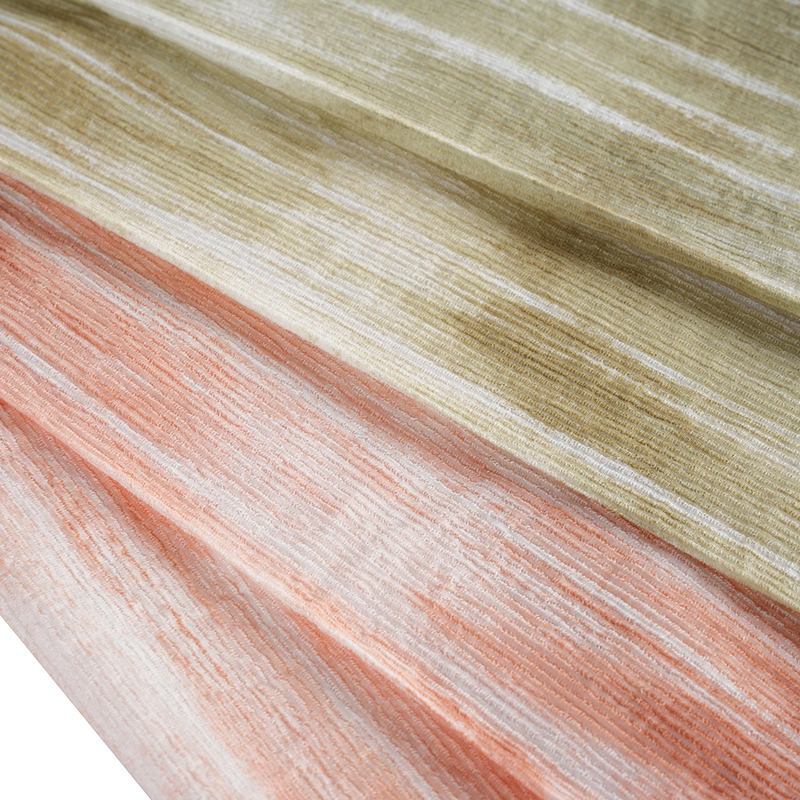







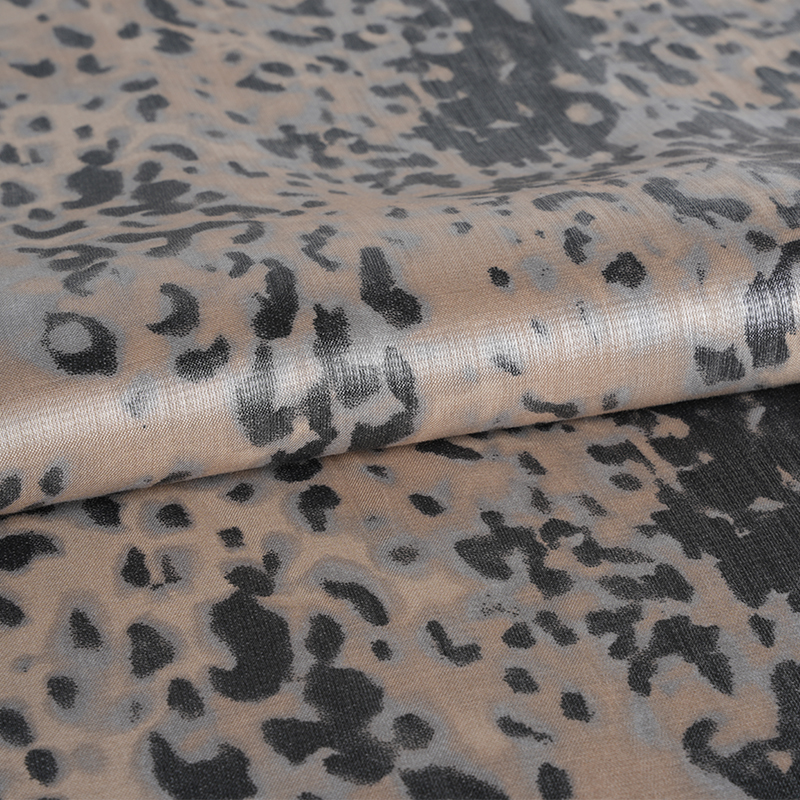











Yongjun Textile, founded in 2003 and located in China Light Textile City—one of Asia's major light textile markets—is adjacent to Hangzhou Xiaoshan International Airport, with convenient transportation and well-developed communications. As a professional China Print Fabric Manufacturers and Print Fabric Suppliers, the company holds independent import and export rights and specializes in producing and selling a wide range of woven and knitted linings, including jacquard, plain, twill, satin, and other dyed linings, as well as linings processed through various techniques like yarn-dyeing, embossing, glazing, printing, coating, hot stamping, burnt-out, and composite. The main materials used in the products are polyester, polyester-cotton, cotton, rayon, nylon, acetate, etc. Since its establishment, the company has consistently adhered to the business philosophy of "striving for high standards (continuously improving and refining), accuracy (clear and precise), speed (quickly meeting the needs of customers), and innovation (constant innovation)", and is committed to providing customers with high-quality products and services.
The company has a high-quality and innovative team. The team members come from different professional backgrounds and have rich industry experience and skilled technical capabilities. They cooperate and make progress together, injecting a steady stream of power into the company's development.
Regarding technology research and development, Yongjun Textile has invested a lot of resources and is constantly pursuing innovation and breakthroughs. The company has advanced R&D facilities and reliable R&D processes, which can quickly respond to market demand and launch competitive products. At present, the company has obtained several patents and technical certifications, and its technical level is at the forefront of the industry.
The company operates professionally in the production and development of linings and women's fabrics, establishing different quality standards to meet customer needs. The "Yongjun" brand was registered in 2006, and the "Jingjun" and "Yuedu" brands were registered in 2018. The company keeps up with customer needs and market trends for research and development, focusing on order-based production. By integrating trade and production through yarn and grey cloth operations, the company ensures that its supply capacity is not constrained.
In terms of quality management, Yongjun Textile has always adhered to strict standards and established a comprehensive quality management system. From raw material procurement to production and processing, to product testing and after-sales service, every link is strictly controlled to ensure the stability and reliability of product quality.
In addition to achieving remarkable results in the domestic market, the products have spread to over 60 countries and regions worldwide, including the United States, the European Union, the United Kingdom, Eastern Europe (Russia, Belarus, Poland, Ukraine, Kazakhstan, Kyrgyzstan, Tajikistan, etc.), Canada, South America (Brazil, Argentina, Chile, Bolivia, Colombia, Panama, Mexico, etc.), South Africa, North Africa (Egypt, Tunisia, Morocco, etc.), the Middle East (Saudi Arabia, UAE, Iran, Lebanon, Israel, etc.), Southeast Asia (Thailand, Malaysia, Indonesia, Singapore, Vietnam, etc.), and Asia (India, Nepal, Japan, South Korea, etc.). A strong brand image has been established in international markets.
As a socially responsible enterprise, we base our judgment on altruism, always striving for the material and spiritual well-being of all employees and contributing to the development of society.
In the brand development plan for the next 3-5 years, "Yongjun Lining" will improve the quality of high-end products, meet the functional needs of consumers, enhance brand awareness, and develop more international customers. "Jingjun Lady Fabrics" will quickly and accurately develop new products to meet the requirements of domestic and foreign brands, speed up delivery in the e-commerce market, improve product quality and brand recognition, and develop international customers. "Yuedu" scarves will strengthen design and development over the next three years to support clothing coordination. Additionally, the company will increase the learning efforts of the R&D and sales teams in textile professionalism, improve the level of digital management, and apply technological management tools. In 2024, the company plans to establish a production base in another province, with the first phase of weaving, printing, and dyeing production, and support new product development through comprehensive testing. The company is committed to solving clothing problems for consumers, producing high-quality and reasonably priced products, promoting the market towards health, and enhancing the independent innovation capabilities of Chinese companies.
The company has a high-quality and innovative team. The team members come from different professional backgrounds and have rich industry experience and skilled technical capabilities. They cooperate and make progress together, injecting a steady stream of power into the company's development.
Regarding technology research and development, Yongjun Textile has invested a lot of resources and is constantly pursuing innovation and breakthroughs. The company has advanced R&D facilities and reliable R&D processes, which can quickly respond to market demand and launch competitive products. At present, the company has obtained several patents and technical certifications, and its technical level is at the forefront of the industry.
The company operates professionally in the production and development of linings and women's fabrics, establishing different quality standards to meet customer needs. The "Yongjun" brand was registered in 2006, and the "Jingjun" and "Yuedu" brands were registered in 2018. The company keeps up with customer needs and market trends for research and development, focusing on order-based production. By integrating trade and production through yarn and grey cloth operations, the company ensures that its supply capacity is not constrained.
In terms of quality management, Yongjun Textile has always adhered to strict standards and established a comprehensive quality management system. From raw material procurement to production and processing, to product testing and after-sales service, every link is strictly controlled to ensure the stability and reliability of product quality.
In addition to achieving remarkable results in the domestic market, the products have spread to over 60 countries and regions worldwide, including the United States, the European Union, the United Kingdom, Eastern Europe (Russia, Belarus, Poland, Ukraine, Kazakhstan, Kyrgyzstan, Tajikistan, etc.), Canada, South America (Brazil, Argentina, Chile, Bolivia, Colombia, Panama, Mexico, etc.), South Africa, North Africa (Egypt, Tunisia, Morocco, etc.), the Middle East (Saudi Arabia, UAE, Iran, Lebanon, Israel, etc.), Southeast Asia (Thailand, Malaysia, Indonesia, Singapore, Vietnam, etc.), and Asia (India, Nepal, Japan, South Korea, etc.). A strong brand image has been established in international markets.
As a socially responsible enterprise, we base our judgment on altruism, always striving for the material and spiritual well-being of all employees and contributing to the development of society.
In the brand development plan for the next 3-5 years, "Yongjun Lining" will improve the quality of high-end products, meet the functional needs of consumers, enhance brand awareness, and develop more international customers. "Jingjun Lady Fabrics" will quickly and accurately develop new products to meet the requirements of domestic and foreign brands, speed up delivery in the e-commerce market, improve product quality and brand recognition, and develop international customers. "Yuedu" scarves will strengthen design and development over the next three years to support clothing coordination. Additionally, the company will increase the learning efforts of the R&D and sales teams in textile professionalism, improve the level of digital management, and apply technological management tools. In 2024, the company plans to establish a production base in another province, with the first phase of weaving, printing, and dyeing production, and support new product development through comprehensive testing. The company is committed to solving clothing problems for consumers, producing high-quality and reasonably priced products, promoting the market towards health, and enhancing the independent innovation capabilities of Chinese companies.